


- 液位儀表系列
- 流量?jī)x表系列
- 物位儀表系列
- 壓力/液位/差壓/密度變送器
- 液位/溫度/壓力/流量-報(bào)警儀
- PLC/DCS自動(dòng)化控制監(jiān)控系統(tǒng)
- GPRS無線遠(yuǎn)傳裝置
- 物位儀表系列
- 有紙/無紙記錄儀系列
- 溫度儀表系列
- 分析儀|檢測(cè)儀|校驗(yàn)儀系列

全國銷售熱線:400-9280-163
電話:86 0517-86917118
傳真:86 0517-86899586
銷售經(jīng)理:1560-1403-222 (丁經(jīng)理)
??? ? ? ? 139-1518-1149 (袁經(jīng)理)
業(yè)務(wù)QQ:2942808253 / 762657048
網(wǎng)址:http://m.jianchunqp.cn
電話:86 0517-86917118
傳真:86 0517-86899586
銷售經(jīng)理:1560-1403-222 (丁經(jīng)理)
??? ? ? ? 139-1518-1149 (袁經(jīng)理)
業(yè)務(wù)QQ:2942808253 / 762657048
網(wǎng)址:http://m.jianchunqp.cn
?? ??
??
??
?

UHZ不銹鋼磁翻板液位計(jì)球形浮子的焊接工藝
發(fā)表時(shí)間:2019-11-20 ??點(diǎn)擊次數(shù):746? 技術(shù)支持:1560-1403-222
介紹了不銹鋼薄板磁翻板液位計(jì)球形浮子磁性復(fù)合材料的焊接工藝及采用單因素輪換法尋找正確的焊接工藝參數(shù).提出了焊接火力發(fā)電站鍋爐磁翻板液位計(jì)球形浮子的方法,取得了較好的經(jīng)濟(jì)效益。
磁翻板液位計(jì)球形浮子焊接工藝火力發(fā)電站
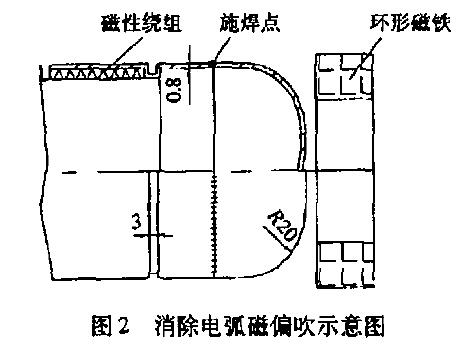
磁翻板液位計(jì)球形浮子是火力發(fā)電站發(fā)電機(jī)組鍋爐啟用的重要部件,它關(guān)系到整個(gè)鍋爐的安全,其浮子外壁用厚度6=O.8mm的1crl8Ni9Ti不銹鋼制作而成,內(nèi)壁附有磁性繞組,簡(jiǎn)體兩邊增焊兩橢圓形小封頭,如圖1所示。.
為盡快啟動(dòng)2號(hào)鍋爐發(fā)電機(jī)組.實(shí)現(xiàn)并網(wǎng)發(fā)電,對(duì)該浮子的焊接性進(jìn)行了認(rèn)真分析,決定采用手工氬弧焊(11C)焊接。
液位計(jì)球形浮子為Icrl8Ni9Ti,是普通18—8奧氏體不銹鋼,其焊接性良好,但其壁較薄,在焊接中易變形。該浮子長(zhǎng)期在液體介質(zhì)中工作,故要求其致密性高,焊接表面必須無裂紋、未熔合、焊渣等缺陷。在焊接過程中要防止磁性繞組退磁。焊接過程控制薄壁筒體的焊接變形應(yīng)采用合理的焊接工藝參數(shù)。由于該液位汁球浮子內(nèi)部含有磁性磁場(chǎng),在焊接中會(huì)產(chǎn)生磁偏吹,必須克服磁偏吹現(xiàn)象,以避兔造成表面成形不良。

在焊接中,用點(diǎn)溫汁測(cè)量焊接工件溫度為350'C,沒有超過奧氏體鋼復(fù)合材料磁體的退磁溫度770'C,焊件始終沒有發(fā)生過熱,磁性得以保存。
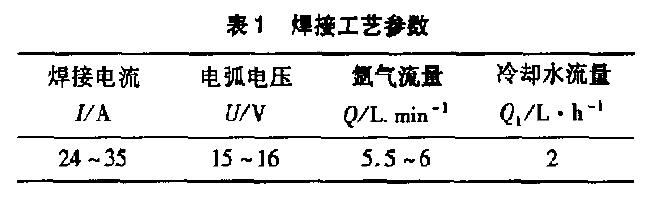
采用表1焊接工藝參數(shù)及強(qiáng)迫水冷工藝,觀察焊接過程,磁偏吹現(xiàn)象迅速減弱,隨焊接電流在24-35A范圍內(nèi)的穩(wěn)定增加,焊接電弧直而挺,解接電弧推力柔而有剛度。此時(shí),只能沿焊縫方向填絲,同時(shí)必須減慢焊接速度,以保證熔池穩(wěn)定并形成焊縫。
焊后檢查
上一條:磁翻板液位計(jì)升級(jí)版產(chǎn)品磁敏雙色液位計(jì)的設(shè)計(jì)思路與產(chǎn)品特色
下一條:國內(nèi)液位計(jì)應(yīng)用現(xiàn)狀及未來液位測(cè)量技術(shù)的發(fā)展前景
磁翻板液位計(jì)球形浮子焊接工藝火力發(fā)電站
磁翻板液位計(jì)球形浮子是火力發(fā)電站發(fā)電機(jī)組鍋爐啟用的重要部件,它關(guān)系到整個(gè)鍋爐的安全,其浮子外壁用厚度6=O.8mm的1crl8Ni9Ti不銹鋼制作而成,內(nèi)壁附有磁性繞組,簡(jiǎn)體兩邊增焊兩橢圓形小封頭,如圖1所示。.
為盡快啟動(dòng)2號(hào)鍋爐發(fā)電機(jī)組.實(shí)現(xiàn)并網(wǎng)發(fā)電,對(duì)該浮子的焊接性進(jìn)行了認(rèn)真分析,決定采用手工氬弧焊(11C)焊接。
液位計(jì)球形浮子為Icrl8Ni9Ti,是普通18—8奧氏體不銹鋼,其焊接性良好,但其壁較薄,在焊接中易變形。該浮子長(zhǎng)期在液體介質(zhì)中工作,故要求其致密性高,焊接表面必須無裂紋、未熔合、焊渣等缺陷。在焊接過程中要防止磁性繞組退磁。焊接過程控制薄壁筒體的焊接變形應(yīng)采用合理的焊接工藝參數(shù)。由于該液位汁球浮子內(nèi)部含有磁性磁場(chǎng),在焊接中會(huì)產(chǎn)生磁偏吹,必須克服磁偏吹現(xiàn)象,以避兔造成表面成形不良。
- 焊接試驗(yàn)過程
- 焊前準(zhǔn)備
- 焊接試驗(yàn)
- 焊接工藝參數(shù)的確定采用單因素輪換法,從焊接電流、焊接電壓的相匹配人子,焊接電流1=40-45A,電弧電壓U=IS20V,氧氣流量Q=5副7νmin三個(gè)基本參數(shù)進(jìn)行輪換、調(diào)試。在焊接中發(fā)現(xiàn),磁偏吹現(xiàn)象嚴(yán)重,電弧中心偏離焊輯2-2.5mm,事件易形成樹瘤狀焊縫,同時(shí),焊件表面發(fā)烏,顏色灰暗,氧化較嚴(yán)重,焊接過程極不順利,移弧困難,填絲跟不上,結(jié)果燒穿簡(jiǎn)體主體,形成小洞,致使焊接接頭成形不良。經(jīng)模擬試驗(yàn)發(fā)現(xiàn)選擇合適的焊接工藝參數(shù)及地線搭接位置對(duì)該球形液位計(jì)'fI子的焊接質(zhì)量影響較大。
在焊接中,用點(diǎn)溫汁測(cè)量焊接工件溫度為350'C,沒有超過奧氏體鋼復(fù)合材料磁體的退磁溫度770'C,焊件始終沒有發(fā)生過熱,磁性得以保存。
- 磁偏吹的消除該浮子的焊接主要是解決其電弧的磁偏吹問題。我們?cè)O(shè)想如果焊前采用高溫退磁,焊接過程則會(huì)大大簡(jiǎn)化,而且焊接質(zhì)量就可以保證,但后序工作恢復(fù)磁組磁性很困難,又不一定能達(dá)到原來設(shè)計(jì)的磁場(chǎng)強(qiáng)度,所以采用在該平底橢圓小封頭側(cè)加設(shè)一環(huán)形磁鐵的方法,運(yùn)用磁飯的相E作用,消除了電弧磁偏吹,見圖2。
采用表1焊接工藝參數(shù)及強(qiáng)迫水冷工藝,觀察焊接過程,磁偏吹現(xiàn)象迅速減弱,隨焊接電流在24-35A范圍內(nèi)的穩(wěn)定增加,焊接電弧直而挺,解接電弧推力柔而有剛度。此時(shí),只能沿焊縫方向填絲,同時(shí)必須減慢焊接速度,以保證熔池穩(wěn)定并形成焊縫。
焊后檢查
- 焊接完成后用專用不銹鋼角向磨光機(jī)打磨焊縫表面,沒有發(fā)現(xiàn)有未熔合、夾鴿等缺陷,用低倍放大鏡觀察,沒有發(fā)現(xiàn)其它缺陷及偽缺陷。
- 輝后經(jīng)著色檢測(cè),符合J劇730→4檢測(cè)標(biāo)準(zhǔn)規(guī)定的內(nèi)容。
- 經(jīng)浮體試驗(yàn)及致密性試驗(yàn)撿驗(yàn),觀察水面沒有氣泡逸出,該浮子祥懸浮于水箱中,達(dá)到了設(shè)計(jì)要求。
- 裝配后經(jīng)磁性檢測(cè),該球浮沒有退磁且磁力投有減弱,紅綠安全指示燈標(biāo)志吸合自如,焊后變形量測(cè)定為0.1mm,達(dá)到裝配要求。
- 效果
上一條:磁翻板液位計(jì)升級(jí)版產(chǎn)品磁敏雙色液位計(jì)的設(shè)計(jì)思路與產(chǎn)品特色
下一條:國內(nèi)液位計(jì)應(yīng)用現(xiàn)狀及未來液位測(cè)量技術(shù)的發(fā)展前景
相關(guān)產(chǎn)品



- 相關(guān)文章
-
- 雷達(dá)液位計(jì)安裝位置要求 【2025-06-24】
- 雷達(dá)料位計(jì)不準(zhǔn)怎么處理 【2025-06-11】
- 雷達(dá)物位計(jì)日常維護(hù)有哪些值得注意的事項(xiàng) 【2025-06-02】
- 金屬管浮子流量計(jì)安裝時(shí),有哪些注意事項(xiàng)? 【2025-05-07】
- 投入式液位變送器控制水泵啟停 【2023-12-16】
- 儀表產(chǎn)業(yè)的發(fā)展主流方向指向產(chǎn)品的高科技進(jìn)步 【2014-10-03】
- 雙法蘭差壓變送器液位 【2023-12-27】
- 液位壓力變送器種類 【2023-12-19】
- 投入式液位變送器帶外殼 【2023-12-30】
- 國內(nèi)儀器儀表面對(duì)發(fā)展困境發(fā)展形勢(shì)仍較為樂觀 【2014-10-25】